Особенности конструкции модульных автоматических выключателей, определяющие отключающую способность (2010)
«Вы достаточно подробно рассказывали о предельной отключающей способности аппаратов защиты от сверхтоков на напряжение до 1000 В; были показаны способы измерения этой величины и какими требованиями они регламентированы. Хотелось бы узнать, какими конструктивными особенностями модульных аппаратов определяется величина предельной отключающей способности, а также какие процессы происходят при протекании сверхтоков?»
Руслан ТРЯПКИН, Казань
Давайте для начала вспомним, что определяет термин «предельная отключающая способность». ГОСТ Р 50345-99 (МЭК 60898-95) гласит:
3.5.5 Наибольшая включающая и отключающая способность: переменная составляющая ожидаемого тока, выраженная его действующим значением, которую выключатель может включать, проводить в течение времени отключения и отключать при указанных условиях.
3.5.5.1 Предельная наибольшая отключающая способность: отключающая способность, для которой предписанные условия соответственно указанному циклу испытаний не предусматривают способности выключателя проводить в течение условного времени ток, равный 0,85 его тока нерасцепления.
3.5.5.2 Рабочая наибольшая отключающая способность: отключающая способность, для которой предписанные условия соответственно указанному циклу испытаний предусматривают способность выключателя проводить в течение условного времени ток, равный 0,85 тока нерасцепления.
Т.е. отключающая способность (далее по тексту - ПКС) определяет способность защитного аппарата произвести отключение линии питающей сети от нагрузки при возникновении в ней вследствие какой-либо аварии тока, превышающего допустимый расчетный ток.
Рассмотрим величину предельной отключающей способности на примере модульных аппаратов ТМ IEK с ПКС 4,5 и 6 кА.
Для автоматических выключателей ТМ IEK предельная и рабочая наибольшая отключающая способности считаются одинаковыми и применительно к аппаратам серии ВА47-ХХ рассматриваются только как номинальная отключающая способность, обозначаемая как Inc.
Что происходит при протекании сверхтока, в частности при испытаниях? В процессе испытаний формируется импульс тока, амплитудное значение которого соответствует действующему значению тока 1ампл ПКС (рис. 1).
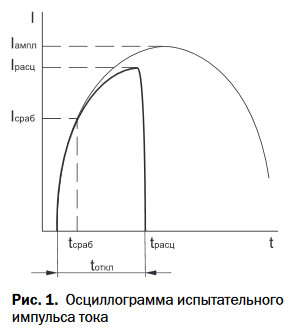 На графике толстая линия обозначает реально протекающий через автоматический выключатель испытательный ток; тонкая
На графике толстая линия обозначает реально протекающий через автоматический выключатель испытательный ток; тонкая
- калиброванный импульс тока через перемычку при калибровке.
Постепенно нарастая, величина протекающего через автоматический выключатель тока достигает значения срабатывания электромагнитной защиты. Начинается перемещение сердечника сброса; начался процесс расцепления контактов, возникновения дуги, стекания ее в дугогасительную камеру, разбиения ее на мелкие очаги и гашение.
В процессе нарастания величина тока становится достаточной для втягивания сердечника электромагнитного расцепите-ля. Сбрасывается блокировка пружины расцепления. Контактная группа начинает размыкаться. В процессе размыкания между контактами зажигается дуга. Окончанием процесса отключения считается полное прекращение протекания тока.
На рис. 1 это 1расц. С момента возникновения импульса до момента окончания протекания тока проходит время 1:расц, и по сути это то время, которое определяет скорость отключения аппарата, а в итоге - надежность автоматического выключателя в процессе отключения при сверхтоке. Чем быстрее произойдет размыкание контактов и закончатся процессы горения дуги, тем быстрее прекратится протекание электрического тока в защищаемой цепи и меньше будет разрушена поверхность контактов. Соответственно возрастет продолжительность работы автоматического выключателя.
Делаем вывод, что ПКС - это, по сути, характеристика автоматического выключателя, определяющая скорость прекращения протекания тока в процессе расцепления контактов, и стойкость конструкции автомата к процессам горения дуги в зоне размыкания.
Конструктивные особенности, влияющие на увеличение ПКС при размыкании контактов автоматического выключателя
Для начала рассмотрим требования к конструкции автоматического выключателя, а именно к собственно контактам контактной пары.
Во-первых, это материал контактной пары в зоне соприкосновения. Материалы должны быть подобраны так, чтобы переходное сопротивление контактной пары было минимальным.
Во-вторых, конструкция должна препятствовать «залипанию» (привариванию) контактов в замкнутом состоянии при протекании сверхтоков. Основной причиной такого неприятного процесса является взаимная диффузия (проникновение) частиц металла. Особенно ярко этот эффект проявляется для металлов, близких по составу, не имеющих защиты от «приваривания». Материалы контактной пары должны быть подобраны так, чтобы минимизировать этот эффект.
В-третьих, материалы контактной пары должны обладать минимальной способностью к эмиссии заряженных частиц в процессе размыкания. Это способствует подавлению процесса поддержания электрической дуги.
Рассмотрим другие элементы конструкции, влияющие на надежность конструкции и скорость расцепления.
Одним из важнейших конструктивных элементов - узлом, производящим собственно размыкание, является механизм свободного расцепления. Это система пружин и рычагов, производящая размыкание контактов на максимальное расстояние. Также очень важным является усилие прижатия контактов при включении аппарата, а также расцепления при его отклю чении.
 Считая, что при разработке конструкции были учтены требования к материалам контактов, определять условия гашения дуги будет время размыкания контактов на максимальное расстояние, определяемое данным вариантом конструкции. Так, если размыкание произойдет на 3,5 мм за 1 мс, то условия для поддержания дуги будут более благоприятны по сравнению с механизмом, раствор контактов которого составит 5,5 мм за 1,5 мс. Основным фактором, влияющим на поддержание дуги, является приложенное к разрядному промежутку напряжение, и чем ниже напряжение на единицу расстояния между ближайшими точками контактов, тем быстрее произойдет гашение дуги. А время определит продолжительность благоприятных условий горения. И если размыкание будет происходить достаточно медленно, разрушение контактов будет значительным, вплоть до полного разрушения.
Считая, что при разработке конструкции были учтены требования к материалам контактов, определять условия гашения дуги будет время размыкания контактов на максимальное расстояние, определяемое данным вариантом конструкции. Так, если размыкание произойдет на 3,5 мм за 1 мс, то условия для поддержания дуги будут более благоприятны по сравнению с механизмом, раствор контактов которого составит 5,5 мм за 1,5 мс. Основным фактором, влияющим на поддержание дуги, является приложенное к разрядному промежутку напряжение, и чем ниже напряжение на единицу расстояния между ближайшими точками контактов, тем быстрее произойдет гашение дуги. А время определит продолжительность благоприятных условий горения. И если размыкание будет происходить достаточно медленно, разрушение контактов будет значительным, вплоть до полного разрушения.
Также для ускорения гашения дуги в электротехнических аппаратах используют так называемый механизм «транспортировки» дуги. В автоматических выключателях это имеющая определенную форму стальная пластина с защитным покрытием, механически соединенная с одним из контактов для упрощения затягивания зоны горения дуги в так называемую дугогасительную камеру. Это производится посредством так называемого «магнитного дутья». При протекании тока в дуге формируется магнитное поле определенной формы, которое направляет область горения дуги от контактов вдоль пластин «транспортера» в дугогасительную камеру. В более современных моделях функцию «транспортера» дуги выполняет также особым образом изогнутый подвижный контакт, а в отдельных случаях - и дополнительные металлические пластины, подключенные к другому контакту.
Дугогасительная камера состоит из нескольких стальных, параллельно расположенных пластин сложного профиля, закрепленных в термостойких диэлектрических боковых пластинах. В модульных аппаратах обычно это специальный вид электротехнического картона, имеющего особую пропитку, усиливающую подавление процессов горения дуги. Из такого же материала выполнена задняя стенка дугогасительной камеры, необходимая для ограничения прохождения дуги сквозь дугогасительную камеру.
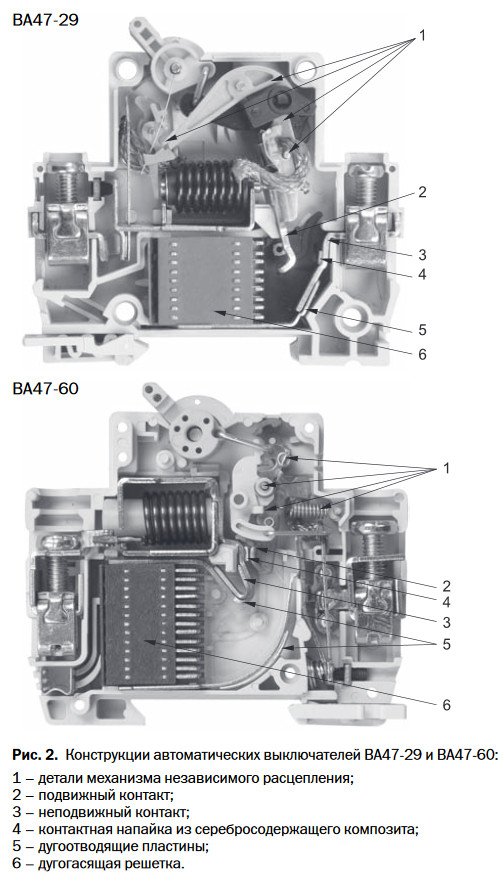
Рассмотрим конструкцию двух автоматических выключателей из ассортимента ТМ IEK, имеющих разное значение ПКС. Это автоматические выключатели ВА47-29 (ПКС 4500 А) и ВА47-60 (ПКС 6000 А) (рис. 2). Оба выключателя настроены на номинальный ток 16 А и имеют характеристику электромагнитного расцепителя «С».
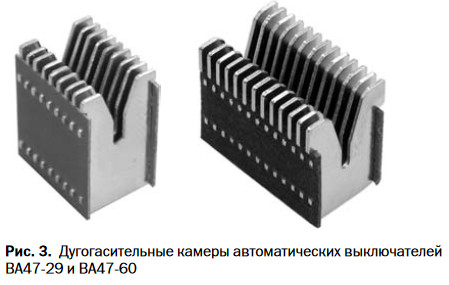
На рис. 2 бросается в глаза различная компоновка аппаратов. В конструкции ВА47-29 подвижный контакт расположен «слева», со стороны дугогасительной камеры. У ВА47-60 - подвижный контакт «справа», с противоположной стороны от дугогасительной камеры, которые сильно отличаются размерами, что говорит о различных свойствах дугогашения. Известно, что чем больше пластин при равном расстоянии между ними, тем более эффективно электрическая дуга будет рассекаться.
У ВА47-29 девять пластин, а у ВА47-60 их тринадцать (рис. 3)!
Механизм свободного расцепления у ВА47-60 конструктивно проще и легче, зацепление более «мягкое», рабочая пружина размыкания - одна и достаточно мощная. Все это говорит о том, что размыкание контактов по сравнению с ВА47-29 произойдет быстрее. О большой износостойкости контактной пары при процессах горения говорит контактная напайка неподвижного контакта, в обоих случаях (ВА47-29 и ВА47-60) выполненная из серебросодержащего композита, а также специальная форма контактной зоны подвижного контакта. Этому же способствует то, что у ВА47-60 подвижный контакт замыкается дугоотводящей пластиной, тогда как у ВА47-29 не замыкается.
 Помимо описанных различий и сходства есть еще одно немаловажное отличие: дугоотводящая пластина подвижного контакта ВА47-60 выполнена в виде гладкой кривой (что значительно облегчает затягивание дуги в дугогасительную камеру), в то время как у ВА47-29 это ломаная линия с зоной критического состояния в зоне перелома. Также необходимо отметить, что у ВА47-60 есть дугоотводящая пластина двойной толщины в зоне неподвижного контакта (у ВА47-29 дугоотводящая пластина есть только в зоне неподвижного контакта). Двойная толщина необходима для увеличения ресурса при горении дуги. Еще одна особенность: подвижный контакт ВА47-60 при размыкании касается дугоотводящей пластины, что резко повышает эффективность дугогасительной камеры.
Помимо описанных различий и сходства есть еще одно немаловажное отличие: дугоотводящая пластина подвижного контакта ВА47-60 выполнена в виде гладкой кривой (что значительно облегчает затягивание дуги в дугогасительную камеру), в то время как у ВА47-29 это ломаная линия с зоной критического состояния в зоне перелома. Также необходимо отметить, что у ВА47-60 есть дугоотводящая пластина двойной толщины в зоне неподвижного контакта (у ВА47-29 дугоотводящая пластина есть только в зоне неподвижного контакта). Двойная толщина необходима для увеличения ресурса при горении дуги. Еще одна особенность: подвижный контакт ВА47-60 при размыкании касается дугоотводящей пластины, что резко повышает эффективность дугогасительной камеры.
Все вышеперечисленное говорит о том, что ВА47-60 действительно имеет большее значение ПКС по сравнению с ВА47-29. Этот факт подтверждают и результаты проведенных испытаний в испытательном центре НИИ «Электроаппарат», г. Ставрополь. Специалисты НИИ документально подтвердили: конструкция ВА47-60 действительно соответствует значению ПКС 6000А. Причем с запасом.